电泳涂装"L效应"大揭秘:是谁让涂层"溜"走了?
时间:2025-07-17
电泳涂装中的L效应,是指在电泳涂装过程中,工件平面和立面的漆膜外观存在差异的一种现象。具体表现为工件平面位置的漆膜相对立面而言,光泽度较低,膜面较为粗糙,同时存在膜厚不均、颗粒杂质、流平性差等问题。这种效应的产生,不仅影响了工件的美观度,还可能对工件的防护性能产生不良影响。以下将对L效应产生的原因及相应解决措施进行详细阐述。 . ①前端:前处理 1. 脱脂效果差、润湿不足,存在颗粒、灰尘、气泡,轻则形成凹坑,重则露出底材; 2. 磷化膜粗糙,导致漆膜流平粗糙,光泽降低; 3. 磷化渣过多,存在颗粒; 4. 前处理带液,入槽前水洗不净会导致杂质增多,形成颗粒。 . ②中端:槽液 1. 颜基比失调,颜基比偏高,导致色浆沉降,颗粒增多; 2. pH值失调,偏高导致润湿差,偏低引起返溶,平面溶解导致膜厚变薄,形成垂直面与平面的膜厚差异; 3. 溶剂含量偏低,导致成膜差、润湿不足,轻则形成凹坑,重则露出底材; 4. 生成细菌,颗粒增多; 5. 循环流量不足导致槽液沉降,颗粒增多; 6. 阳极系统差,阳极膜堵膜、导电性差、阳极管/板腐蚀造成电场不均匀; 7. 电导率高,导致成膜速率不一致、槽液老化引起树脂失效,色浆易沉淀,击穿起泡。 . ③后端 1. UF槽: 1)浮漆冲洗不净会造成花斑、流痕、颗粒; 2)pH值低引起返溶导致膜厚变薄,形成垂直面与平面的膜厚差异; 2. 沥水区+烘箱:灰尘等杂质落下导致颗粒产生,鼓风不均匀导致炉温差造成工件整体光泽不均匀。 ①前端:前处理 1. 适当增加前处理液浓度和温度; 2. 调整磷化液相关参数; 3. 清除磷化渣; 4. 勤换水或增加溢流。 . ②中端:槽液 1. 补加乳液; 2. 加酸、排超滤、排阳极液; 3. 增加溶剂; 4. 杀菌、沉淀、倒槽; 5. 加大循环量、检查喷嘴; 6. 排查是否堵膜(杀菌)、抽出阳极管/板检查有无腐蚀; 7. 排超滤、降低电导率、补加新漆。 . ③后端 1. UF槽: 1)检查喷嘴是否堵塞、勤换水或增加溢流(浸泡槽); 2)排超滤或排阳极液; 2. 尽量保持环境整洁,检查鼓风是否均匀,测定烘箱炉温曲线,定期清扫烘箱。 . 综上所述,L效应是电泳涂装过程中常见的一种漆膜缺陷。通过加强对前处理、槽液的管理以及采取其他辅助措施,可以有效地解决L效应问题。这些措施的实施不仅可以提高电泳涂装的生产效率和质量稳定性,还能为工件提供更好的防护性能和美观度。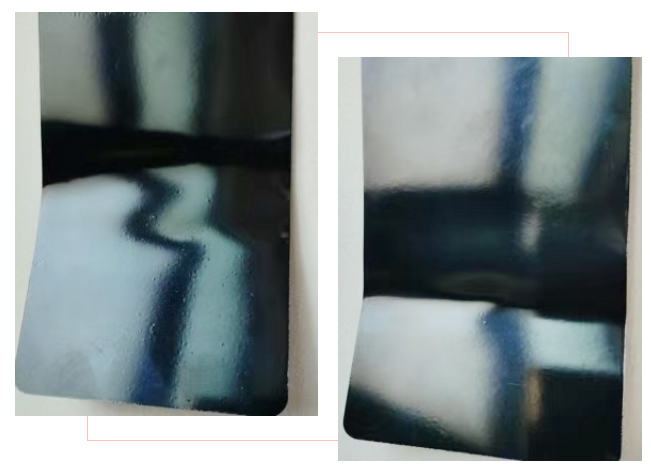
产品与市场
联系我们
上海市嘉定区南翔镇沪宜公路1185号高科商务中心15楼
brand@haolisen.com
021-39199000
投诉方式: 18260556793 tousu@hls-nt.com
©2015 HAOLISEN 浩力森









 沪公网安备 31011402009577号
沪公网安备 31011402009577号